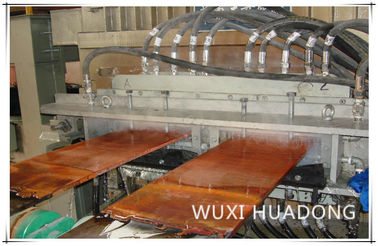
14mm Hai sợi đồng Máy đúc liên tục tần số thấp
Thông số kỹ thuật của dây chuyền sản xuất
1, quy trình dây chuyền sản xuất
Cho ăn, nấu chảy, tĩnh, cách nhiệt, kết tinh, lực kéo, đập, cưa và cắt
2, dây chuyền sản xuất thiết bị
Hai tần số dính liền nhau lò cảm ứng 1set
hợp kim đồng chì 2set
bốn cột điều khiển servo lên máy dẫn 1set
Coiler với một cuộn lõi 2 bộ
3, thành phần chính của thiết bị dây chuyền sản xuất
3.1 Hai lò cảm ứng tần số dính liền nhau
Lò điện chủ yếu bao gồm vỏ lò, vỏ lò, thân cảm ứng, giá đỡ, hệ thống điều khiển điện, hệ thống đo nhiệt độ và hệ thống làm mát của thiết bị.
Vỏ lò và khung dưới cùng của thân lò phía trên được hàn với tấm thép Q235 và tấm thép, và phần dưới của thân cảm ứng nóng chảy và thân cảm ứng cách nhiệt được nối với thân lò phía trên thông qua mặt bích. Rãnh nóng chảy được làm bằng đồng đỏ; lõi với các tấm thép silicon Z10 của Nhật Bản được nạp vào; cuộn dây với ruy băng thủy tinh đôi quấn dây đồng hình chữ nhật và, cách nhiệt tốt, hiệu quả làm mát mạnh mẽ; Áo làm mát bằng nước được làm từ thép không gỉ 1Cr18ni9Ti dày 3 mm, có độ bền cao, chống rung hiệu quả tốt. Khoang lò được chia thành ba khoang, khoang nóng chảy, khoang quá mức trung gian, khoang cách nhiệt. Buồng nóng chảy của chức năng vật liệu; khoang quá mức chủ yếu là nước đồng tĩnh, làm giảm nhiệt độ vật liệu lò luyện ảnh hưởng của nhiệt độ lò lên cách nhiệt, khoang bảo quản nhiệt chủ yếu là để cung cấp thanh kéo cung cấp đồng nóng chảy ổn định và nhiệt độ ổn định.
Hai hệ thống điều khiển lò cảm ứng tần số kết hợp, bộ phận nóng chảy và cách điện được sử dụng bước biến áp điều chỉnh điện áp tự điều chỉnh để điều chỉnh áp suất, điều chỉnh áp suất của 380V, 340v, 300V, 270V, 240V, 210V, 180V, 150V, 120V, 90V (hàng). Nóng chảy, điều khiển nhiệt độ lò cách nhiệt được trang bị công tắc chuyển đổi thủ công và tự động, khi công tắc ở trong hướng dẫn sử dụng, điều chỉnh nhân tạo của núm điện áp để điều chỉnh điện áp đầu ra của máy biến áp, để điều khiển đầu ra công suất của lò điện; khi công tắc được bố trí trong hệ thống điều khiển tự động bằng bộ điều khiển nhiệt độ thông minh nhân tạo để điều chỉnh điện áp đầu ra của áp suất máy biến áp. Một hệ thống kiểm soát nhiệt độ tự động được bố trí ở phần cách nhiệt của phần nấu chảy. Cặp nhiệt điện là loại chèn ngang, và phần cách nhiệt là loại chèn.
3.2 khuôn chì hợp kim đồng
Khuôn được làm bằng một làm mát và hai làm mát. Áo làm mát được làm bằng thép chịu nhiệt, và các bộ phận khác được làm bằng thép tấm cán nguội. Với các rãnh nước trong khuôn trên nước làm mát trong dòng chảy định hướng khuôn, để đảm bảo sự đồng đều của làm mát.
Hệ thống phân phối nước làm mát được thiết kế đặc biệt để làm mát khuôn. Hệ thống được cung cấp đồng hồ đo lưu lượng nước vào và nhiệt kế đầu ra nước, thuận tiện cho người dùng theo dõi và điều chỉnh hệ thống nước. Để đảm bảo sự ổn định trong việc cung cấp nước của tinh thể, việc bổ sung hệ thống kiểm soát nhiệt độ nước kết tinh bao gồm van điều khiển điện thông minh dạng tấm, bộ điều khiển nhiệt độ, khi có sự thay đổi nhiệt độ nước của nấm mốc, thay đổi nhiệt độ chuyển tín hiệu đến van điều khiển điện thông minh, hệ thống gửi tín hiệu đến van điều khiển điện thông minh, van điều khiển điện thông minh theo tín hiệu đã cho, tự động điều khiển kích thước của dòng nước, cường độ làm mát của bình ngưng tấm điều chỉnh tự động, như để đảm bảo sự ổn định của nhiệt độ nước của nấm mốc.
3.3 bốn cột điều khiển servo lên máy dẫn
Máy dẫn hướng phía trên bao gồm bốn trụ thẳng đứng, một thanh vít di chuyển trên và dưới, một bộ phận trợ lực servo, một bộ phận truyền lực, một bộ phận kéo lực nhấn và một hệ thống vận hành quy trình.
Bốn khung đỡ được cấu tạo bởi một ống hàn vuông rỗng, phần thanh dây di chuyển lên xuống là bằng động cơ, bánh răng trục vít và hộp giảm tốc bánh răng, xích và thanh dây được cấu tạo bởi một hệ thống truyền lực.
Khi lò giữ mực nước đồng thay đổi, thông qua hệ thống phát hiện theo dõi mực nước đồng, truyền tín hiệu đến hệ thống điều khiển tự động chuyển hướng dẫn đến động cơ, động cơ theo hướng dẫn trên thiết bị di động, và thay đổi mực nước đồng cũng đi qua hệ thống theo dõi mức chất lỏng sẽ truyền tín hiệu đến hệ thống báo động cho ăn, báo động cảnh báo, gợi ý rằng người vận hành cho ăn.
Lực kéo của máy kéo bao gồm một mô tơ servo, bộ giảm tốc, hệ thống bánh răng, trục truyền động, con lăn lực kéo và con lăn ép.
Hệ thống vận hành quy trình chủ yếu bao gồm chống nhiễu nền tảng vận hành, hệ thống servo, giao diện người máy màu 10,5 inch, công tắc tơ và nút bấm, được điều khiển bởi PLC và giao diện người máy, giao diện có thể hiển thị tốc độ,
3.4 Coiler với một cuộn lõi
Bao gồm một khung, một hệ thống truyền tải điện và một tấm thu dây. Khung được hàn bằng dầm chữ I bằng thép và truyền động bao gồm một động cơ, bộ giảm tốc, thành phần trục truyền; tốc độ bằng bộ điều biến tần số để thay đổi tần số động cơ để kiểm soát tốc độ động cơ.
Các đĩa lấy lên bao gồm một cơ thể đĩa và cơ chế sưng. Khi dải cuộn, theo cơ chế giãn nở của sự co lại sẽ thoát ra.
4, thông số kỹ thuật chính của thiết bị dây chuyền sản xuất
4.1 Hai lò cảm ứng lõi tần số kết nối
Lò điện: 120KW giữ + 210KW nóng chảy
4.1.1 Các thông số kỹ thuật chính của bộ phận nóng chảy
(1) công suất định mức: 210KW;
(2) điện áp định mức: 380V;
(3) tần số: 50HZ;
(4) tốc độ nóng chảy: 750kg / giờ (+ +);
(5) công suất định mức: 2,5t;
(6) Công suất tiêu thụ: dưới 280kwh / t;
(7) hệ số công suất: 0,95-1 (sau khi bù);
(8) nhiệt độ tối đa của lò: 1350.
4.1.2 Các thông số kỹ thuật chính của bộ phận tổ chức
(1) công suất định mức: 120KW;
(2) điện áp định mức: 380V;
(3) tần số: 50HZ;
(4) công suất định mức: 3,5t;
(5) hệ số công suất: 0,95-1 (sau khi bù);
(6) nhiệt độ tối đa của lò: 1350.
4.2 khuôn chì hợp kim đồng
Thông số kỹ thuật đúc chì: rộng 450mm * độ dày 14mm * 2
4.3 bốn cột servo lái máy lên
(1) Công suất động cơ servo: 4.4KW;
(2) tốc độ đúc chì: 50-150mm / phút
(3) phương pháp đúc chì: Dẫn - dừng - Dẫn - dừng - rút - dừng - dẫn hai loại tham số quy trình trực tuyến có thể điều chỉnh;
(4) sản lượng: hơn 10t;
4.4 Coiler với một cuộn lõi
(1) độ dày của vật liệu cuộn: tối đa 15mm;
(2) chiều rộng cuộn: 450mm;
(3) đường kính cong: đường kính 500mm;
(4) trọng lượng cuộn tròn: tối đa 8t;
(5): Tối đa với đường kính cong 2100mm;
(6) công suất động cơ: 3kw;
(7) tỷ lệ giảm tốc độ: 1003.
5. phạm vi cung cấp dây chuyền sản xuất
| KHÔNG. | TÊN | ĐỊNH LƯỢNG |
| 1 | Tủ điện 750kg / 500kg | mỗi bộ 1 |
| 2 | Tủ điều khiển tự động lên | 1 bộ |
| 3 | Bốn cột điều khiển servo lên máy | 1 bộ |
| 4 | Trục lăn | 2 cái |
| 5 | Ống lăn | 12 cái |
| 6 | Lõi sắt 750kg / 500kg | mỗi bộ 1 |
| 7 | Áo nước 750kg / 500kg | mỗi bộ 1 |
| số 8 | Cuộn dây 750kg / 500kg | mỗi bộ 1 |
| 9 | Kênh đồng 750kg / 500kg | mỗi bộ 1 |
| 10 | hợp kim đồng chì | 2 bộ |
| 11 | khuôn than chì | 4 chiếc |
| 12 | coiler với một cuộn lõi | 2 bộ |
| 13 | hai thân lò cảm ứng kết nối | 1 bộ |
| 14 | S tốt nghiệp cặp nhiệt điện | 2 cái |
| 15 | Tay áo bảo vệ cặp nhiệt điện | 2 cái |
| 16 | Silicon bảo vệ tay áo | 4 chiếc |
| 17 | Lên đầu chì | 2 bộ |
| 18 | Kết nối nhanh | 10 chiếc |
| 19 | Cát thạch anh | 7 tấn |
| 20 | Gạch chịu lửa | 1 bộ |
| 21 | Thiết bị ngưng tụ dạng tấm | 1 bộ |
| 22 | Van điều khiển điện thông minh | 1 bộ |
6, dây chuyền sản xuất thông tin kỹ thuật để cung cấp
(1) dây chuyền sản xuất điều kiện dân sự;
(2) biểu đồ điều khiển điện;
(3) bản vẽ phụ tùng;
(4) hướng dẫn sử dụng;
Vô Tích Đông Trung Quốc Công ty TNHH
Whatsapp: 86 139 2112 5611
joey@wxhddl.cn