Sợi đơn Tấm liên tục Caster thủy lực cho dải Niken Cupronickel
ĐIỀU KIỆN KỸ THUẬT SẢN PHẨM
1. vật liệu đúc: niken cupronickel
2. thông số kỹ thuật đúc: độ dày: 16 mm × Chiều rộng: 200 mm
THIẾT BỊ PHỤ TÙNG KỸ THUẬT CHÍNH
1. tốc độ đúc:
Tốc độ kéo: 0-64 - mm / s (điều chỉnh vô cấp)
Tốc độ phản xạ: 0-64 - mm / s (điều chỉnh vô cấp)
Dải tốc độ tuyến tính tốt nhất: 90-200 - mm / phút
2. thiết bị điện:
Lò nóng chảy trung bình: 250 kw
Giữ lò: 75 kw
Máy kéo servo: 3,5 Kw
3. máy cắt đồng bộ
Công suất động cơ: 3 Kw
Máy đo lưỡi cưa: Ф 355
Tốc độ nạp: điều tiết tốc độ vô cấp thủy lực
Máy cưa: trung đội đồng, đồng thau
Kiểu kẹp bên: thủy lực
4. trọng lượng cuộn dây cuộn: 4000-5000 kg
Đường kính trong: 500-800 - mm
Đường kính ngoài: Φ 1600 mm
5. giá trị nhiễu đơn vị: 85 db (a) trở xuống
6. trường trung học đơn vị: + 1000 mm
7. Hướng truyền đơn vị: truyền đúng
năng lực sản xuất
Một luồng duy nhất: băng thông 200-200 kg / h (16 mm): 200 mm, độ dày:
Chương thứ ba tham số quy trình chính và mô tả quy trình
PARAMETERS QUY TRÌNH CHÍNH
Sản xuất: 200-300 kg / giờ
Phạm vi kiểm soát nhiệt độ: 1300 ℃ hoặc ít hơn
Giữ độ chính xác kiểm soát nhiệt độ lò: + / - 3 ℃
Phạm vi điều chỉnh đẩy và kéo: đẩy: 0-64 - mm / s + / - 0,1 mm (không)
Rachel: 0-64 - mm / s + / - 0,1 mm (không)
Phạm vi máy đúc: để điều chỉnh lực kéo: 0-64 - mm / s + / - 0,1 mm (không)
Bước lùi: 0-64 - mm / s + / - 0,1 mm (không)
Tốc độ đúc tuyến tính lớn nhất: 0-200 mm / phút
Cuộn phạm vi điều chỉnh là: đường kính cuộn Φ 500 - 800 mm
Đường kính cuộn 1600 mm
Tốc độ cuộn lớn nhất: 250 mm / phút
Vũ công: 0,95 đến 0,75
Độ quanh co của tháp: 40 m hoặc ít hơn
Công suất tiêu thụ đơn vị: 380-420 KWH / t
MIÊU TẢ QUÁ TRÌNH
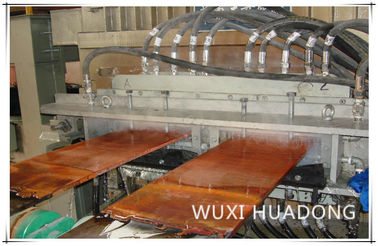
Niken cupronickel dải ngang quá trình sản xuất đúc như sau:
Lò nóng chảy đồng đến trung bình, điều chỉnh thành phần cho lò giữ - làm mát khuôn - thời gian, làm mát thứ cấp cho máy giả, máy cắt, máy cuộn
Chọn nguyên liệu theo quy định trong hồ sơ công nghệ (đồng điện phân), sẽ tham gia lò nấu chảy nguyên liệu trung bình nóng chảy;
Để lò luyện, thêm một độ dày nhất định của chất phủ, và thường xuyên định lượng thêm nguyên liệu, nấu chảy khoang lò thủy lực đồng nóng chảy tốt vào khoang lò, giữ nhiệt của nhiệt độ chất lỏng đồng trong lò, tự động điều khiển, đồng trong Nhiệt độ đúc lò giữ và giữ nước ở một phạm vi nhất định, đồng dưới tác dụng của mức chất lỏng, nước chảy vào khuôn, bằng cách làm lạnh kết tinh thành dải, phôi đồng liên tục được dẫn dắt bởi máy giả, để tạo thành hình dạng yêu cầu của tấm. Tấm ở lối ra được trang bị thiết bị đo nhiệt độ được trang bị hệ thống làm mát thứ cấp, có thể điều chỉnh tốc độ dòng nước làm mát, nhiệt độ nước, áp suất nước theo dõi thời gian thực, khi nhiệt độ nước cao hơn giá trị cài đặt, áp suất nước là thấp hơn giá trị đặt khi đúc máy dừng vẽ. Sử dụng các điều khiển này, chủ yếu để đảm bảo nhiệt độ kết tinh, tính ổn định của các thông số quy trình, để đảm bảo chất lượng và an toàn sản phẩm.
Dải được kéo ra bởi máy kéo, dừng máy kéo và thời gian đẩy ngược có thể điều chỉnh, nên theo các vật liệu khác nhau, thông số kỹ thuật khác nhau, chất lượng bề mặt của tình huống, xác định các thông số điều khiển tốt nhất và điều chỉnh kịp thời, do điều khiển chương trình PLC, thực hiện chu kỳ, dừng lại, bước lùi.
Dải sau máy giả để gửi dải đến máy cắt đồng bộ.
Vô Tích Đông Trung Quốc Công ty TNHH
Khu công nghiệp số 3 Bashi Furong, huyện Xishan, thành phố Vô Tích, tỉnh Giang Tô, Trung Quốc
Người liên hệ: Joey.Wong
Điện thoại: +86 510 83788308
Fax: +86 510 83786308
Mob: +86 139 2112 5611
Wechat: 86 139 2112 5611
Whatsapp: 86 139 2112 5611
joey@wxhddl.cn